Les équipements de séparation de l’air par cryogénie peuvent être utilisés dans divers domaines tels que le génie chimique, les nouvelles énergies, la métallurgie, etc., qui nécessitent une grande quantité d’azote de haute pureté pour la production industrielle. L’unité de séparation de l’air cryogénique utilise la condensation à basse température pour convertir l’air en état liquide. En raison des différentes températures d’évaporation des différents gaz, ils peuvent être séparés et purifiés à partir de l’air, produisant ainsi des gaz industriels de haute pureté et à grande échelle tels que l’azote et l’oxygène.

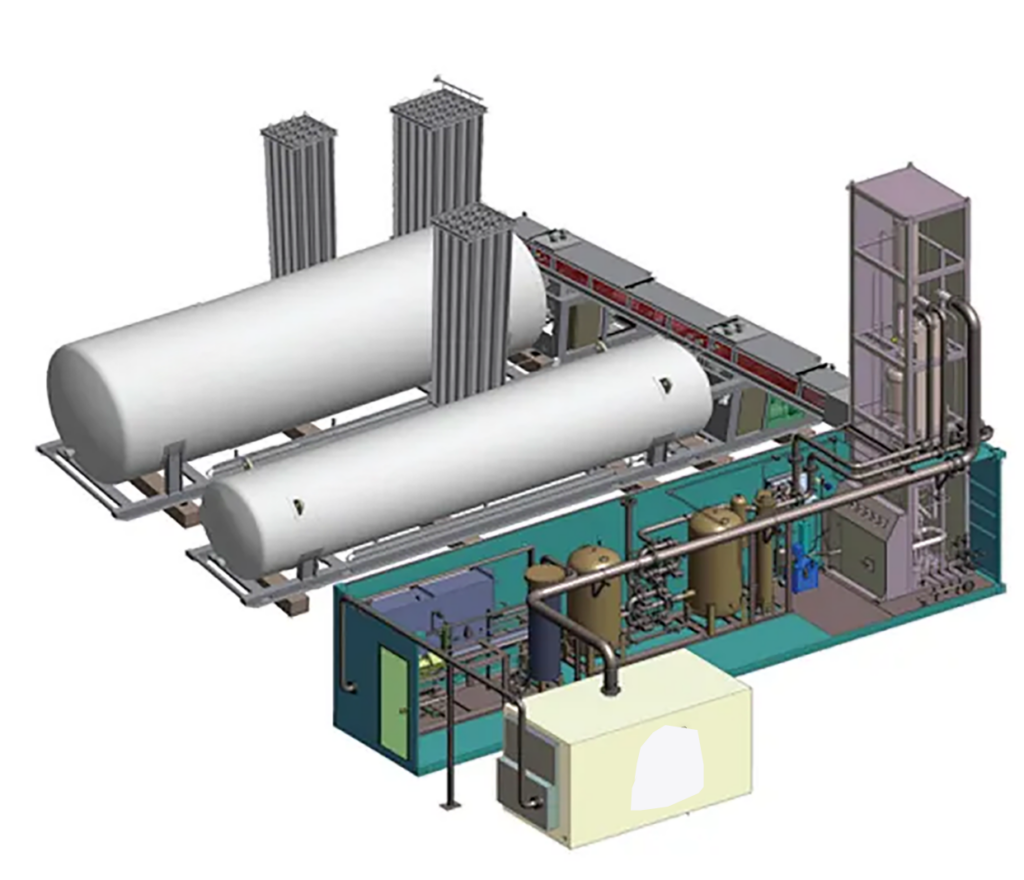
Usine de séparation de l’air cryogénique
La séparation de l’air par cryogénie pour la production d’azote utilise l’air comme matière première, qui est comprimé, purifié, puis liquéfié en air liquide par échange de chaleur. L’air liquide est principalement un mélange d’oxygène liquide et d’azote liquide. En utilisant les différents points d’ébullition de l’oxygène liquide et de l’azote liquide, ils sont séparés par distillation pour obtenir du gaz azoté.
Flux du processus de séparation de l’air cryogénique
L’air brut est comprimé à 0,7-0,85 MPa par un compresseur d’air, puis l’air est pré-refroidi à 5-10 ℃ dans une unité de pré-refroidissement afin de séparer la majeure partie de l’humidité. L’eau restante, le dioxyde de carbone et les hydrocarbures sont adsorbés et filtrés par un purificateur cryogénique. Ensuite, l’air se détend et se refroidit dans l’expanseur pour fournir la capacité de refroidissement nécessaire à l’appareil. L’air échange de la chaleur avec l’oxygène de reflux, l’azote et l’azote contaminé dans l’échangeur de chaleur principal de la tour de fractionnement, est refroidi à une température proche de la liquéfaction, et réchauffe l’oxygène de reflux, l’azote et l’azote contaminé à la température ambiante. L’azote est l’air liquide et l’azote liquide avant le sur-refroidissement et la détente dans le sur-refroidisseur. L’air subit une séparation par distillation dans la tour de distillation, obtenant l’azote produit au sommet de la tour supérieure et l’oxygène produit au bas de la tour supérieure.
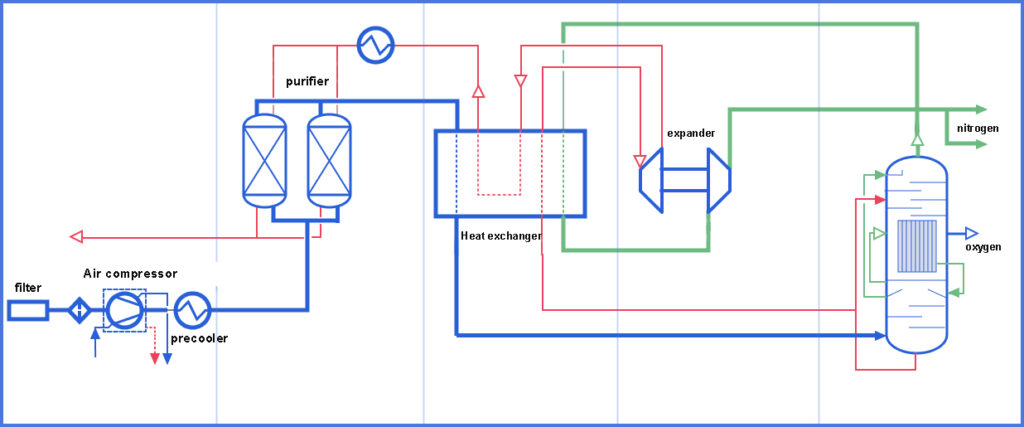
② Purification de l’air : Purifier l’air de manière complète, en éliminant le dioxyde de carbone, la vapeur d’eau et les hydrocarbures. Chauffer le mélange de déchets pour permettre la régénération de l’unité de traitement intégrée.
③ Échange de chaleur : Grâce à l’échange de chaleur avec le mélange de gaz d’échappement et l’azote produit, l’air est presque refroidi à la température de liquéfaction.
④ Réfrigération par expansion : Produire du froid en faisant expanser une partie du produit de fond d’une colonne de distillation dans un dispositif de turboexpansion. Utiliser l’azote produit pour exploiter le travail obtenu dans le dispositif de turbine à expansion.
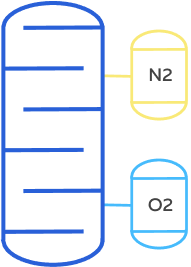
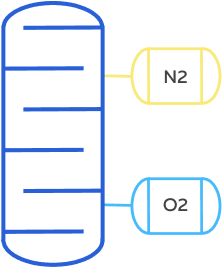
⑤ Séparation oxygène-azote : L’air liquéfié est séparé par des processus de transfert de chaleur et de masse dans une double colonne de distillation pour produire de l’azote et de l’oxygène haute pureté.
Flux de processus du générateur d’azote cryogénique
Compression de l’air : L’air est comprimé par un compresseur d’air à 0,5~0,7 Mpa ;
Pré-refroidissement : L’air est pré-refroidi à 5 ℃~10 ℃ dans l’unité de pré-refroidissement et l’humidité est séparée ;
Purification : L’air est purifié dans un purificateur à tamis moléculaire pour éliminer l’humidité résiduelle, le dioxyde de carbone et les hydrocarbures ;
Détente de l’air : L’air se détend dans un détendeur pour se refroidir et fournir la capacité de refroidissement requise pour l’appareil ;
Échange de chaleur : L’air échange de la chaleur avec l’oxygène de reflux, l’azote et l’azote contaminé dans l’échangeur de chaleur de la colonne de fractionnement, est refroidi à une température proche de la liquéfaction, et réchauffe à plusieurs reprises l’oxygène de reflux, l’azote et l’azote contaminé à la température ambiante ;
Surrefroidissement : L’air liquide et l’azote liquide avant surrefroidissement et détente de l’azote gazeux dans le surrefroidisseur ;
Distillation : L’air subit une séparation par distillation dans une colonne de distillation, obtenant l’azote produit en haut de la colonne supérieure et l’oxygène produit à la base de la colonne supérieure.
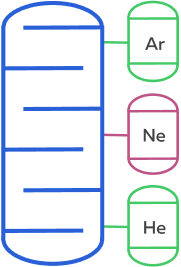
La technologie de fonctionnement de l’unité de séparation d’air à basse température est basée sur le principe de la distillation à basse température, qui sépare l’air en phase gaz-liquide en ses composants principaux : l’azote, l’oxygène et l’argon. Aujourd’hui, les appareils à basse température peuvent obtenir des produits de séparation avec les paramètres suivants :
- nitrogen
- Purity: up to 99.9999%
- Flow rate: up to 30000Nm3/h
- oxygen
- Purity: up to 99.9%
- Flow rate: up to 10000Nm3/h
- argon
- Purity: up to 99.9999%
- Flow rate: up to 1000Nm3/h
Différents types de stations à basse température peuvent produire des produits de séparation gaz-liquide avec une consommation d’énergie variable. Par conséquent, afin d’obtenir des produits liquides et gazeux, la technologie des unités de séparation d’air à basse température varie et se divise en principaux types :

Principe de fonctionnement du générateur d’azote cryogénique
L’air brut est aspiré depuis l’atmosphère, purifié des impuretés à travers un filtre à air, puis pressurisé à une certaine pression grâce à un compresseur à turbine à air. Il est refroidi à environ 8 ℃ par un pré-refroidisseur et l’eau libre est séparée par un séparateur d’eau avant d’entrer dans un purificateur à tamis moléculaire pour éliminer le dioxyde de carbone, l’humidité et la plupart des hydrocarbures de l’air.
Ensuite, il entre dans le système de colonne de distillation et échange de la chaleur avec le gaz de reflux dans l’échangeur de chaleur principal. L’air après l’échange de chaleur entre dans la partie inférieure de la colonne de distillation et participe à la distillation ; on obtient un liquide riche en oxygène au fond de la colonne et de l’azote en partie supérieure.
Après avoir été sous-refroidi par le refroidisseur, l’air liquide est conduit à l’extérieur et circule dans l’évaporateur du condenseur en tant que source froide, échangeant de la chaleur avec le gaz d’azote montant dans la colonne. L’air liquide est évaporé, le gaz d’azote est condensé, et la majeure partie de l’azote liquide condensé est utilisée comme liquide de reflux dans la colonne de distillation, participant à la distillation. Une petite partie du produit entre dans le réservoir de stockage de liquide, puis dans le réservoir de stockage d’azote liquide. Après que l’azote produit est extrait du sommet de la colonne, il entre dans l’échangeur de chaleur pour le réchauffage et est éjecté à l’extérieur de la colonne vers le système de pression de l’azote pour l’utilisateur ; La capacité de refroidissement requise pour l’appareil est fournie par un ensemble de deux turbines à détente.
L’air enrichi en oxygène extrait du refroidisseur principal est réchauffé à une certaine température grâce au refroidisseur et à la partie inférieure de l’échangeur de chaleur principal, puis entre dans le compresseur d’expansion pour la réfrigération par expansion. Il entre ensuite dans l’échangeur de chaleur principal pour échanger de la chaleur avec l’air à flux positif, et l’air est refroidi ; après que l’air enrichi en oxygène soit réchauffé, il est éjecté à l’extérieur de la colonne comme source de gaz de régénération pour le purificateur. Après sa sortie, il est envoyé à l’utilisateur ainsi qu’à l’excédent vers le système de pressurisation de l’air enrichi en oxygène.
Le purificateur à tamis moléculaire se compose de deux récipients remplis de tamis moléculaires, l’un en fonctionnement et l’autre en régénération, alternant leur usage. Lorsqu’il y a un dysfonctionnement de l’équipement de production d’azote et un arrêt, la pompe à azote liquide peut être mise en marche pour pressuriser. En cas de panne de courant totale, il peut être envoyé dans le réservoir de stockage d’azote liquide à pression moyenne, puis vaporisé et réchauffé par le gazéifieur jusqu’à la température ambiante avant d’entrer dans le réservoir de stockage à pression moyenne pour usage utilisateur.
Production d’azote par séparation de l’air par cryogénie et expansion positive
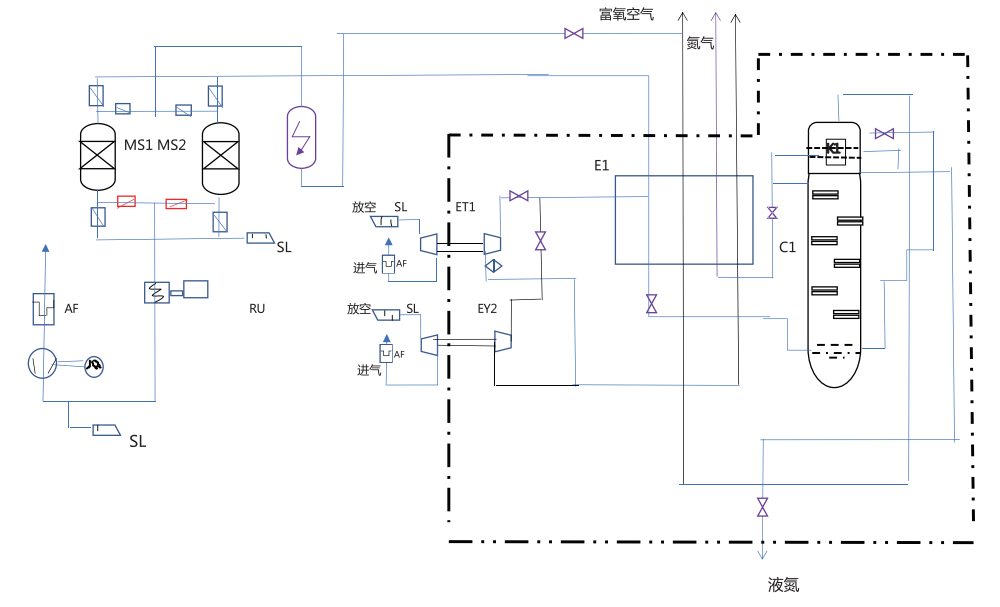
Le processus d’expansion de l’air positif est généralement adapté aux situations où le niveau de pression des produits azotés n’est pas très élevé (par exemple inférieur à 0,2 MPa), comme illustré dans le diagramme. Après l’épuration de la poussière, la compression, le pré-refroidissement et la purification, l’air brut est divisé en deux flux : un flux entre dans l’échangeur de chaleur principal, où il est refroidi à une certaine température par le reflux de l’azote pollué, puis est prélevé au milieu de l’échangeur de chaleur principal pour subit une expansion. Après l’expansion, il entre au bas de la tour à azote pour la distillation ; un autre flux d’air est refroidi à la température de saturation dans l’échangeur de chaleur principal et directement détendu dans la tour à azote pour la distillation.
De cette manière, le gaz azoté produit est obtenu au sommet de la tour à azote, et le liquide riche en oxygène au bas de la tour à azote est détendu et entre dans le côté évaporateur du condenseur pour condenser le gaz azoté au sommet de la tour à azote. L’air riche en oxygène extrait du sommet du condenseur évaporateur est directement envoyé à l’extrémité froide de l’échangeur de chaleur principal, où il échange de la chaleur avec l’air positif et est réchauffé à la température ambiante avant d’être évacué de la boîte froide. Une partie est utilisée pour la régénération de l’adsorbeur à tamis moléculaire, tandis que le reste est évacué. Le gaz azoté évacué du sommet de la tour à azote est réchauffé par l’échangeur de chaleur principal à la température ambiante et évacué de la boîte froide pour être fourni aux utilisateurs.
Production d’azote par expansion avec reflux
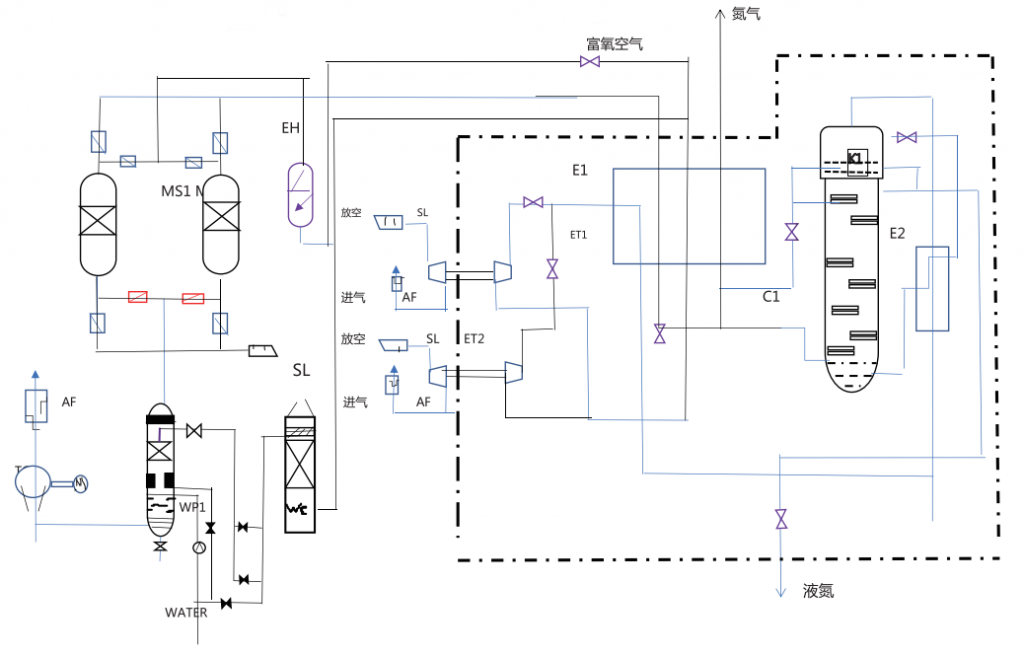
Le procédé d’expansion avec reflux pour la séparation cryogénique de l’air convient généralement aux situations où les utilisateurs ont certaines exigences de pression pour les produits azotés (par exemple, au-dessus de 0,2 MPa), comme indiqué dans le diagramme. Après dépoussiérage, compression, pré-refroidissement et purification, l’air brut entre dans l’échangeur de chaleur principal, où il est refroidi à la température de saturation et possède une certaine teneur en humidité grâce au reflux de l’azote contaminé. Il entre ensuite à la base de la colonne à azote pour la distillation. Ainsi, on obtient de l’azote liquide et de l’azote gazeux au sommet de la colonne à azote ; le liquide riche en oxygène au bas de la colonne à azote est détendu et entre du côté évaporation du condenseur-échangeur pour condenser l’azote gazeux au sommet de la colonne à azote.
La majeure partie de l’air enrichi en oxygène extrait du sommet du condenseur-échangeur est directement envoyée à l’extrémité froide de l’échangeur de chaleur principal, réchauffée à une certaine température, puis prélevée à la moitié pour entrer dans la turbine-expanseur afin de se détendre, fournissant ainsi une capacité de refroidissement pour tout l’équipement d’azote pur. L’air enrichi en oxygène détendu est mélangé avec un autre flux d’air enrichi en oxygène détendu et entre à l’extrémité froide de l’échangeur de chaleur principal, où il échange de la chaleur avec l’air en écoulement normal. Après réchauffement à la température ambiante, il est évacué de la boîte froide, une partie étant utilisée pour la régénération de l’adsorbeur à tamis moléculaire et le reste étant rejeté. L’azote gazeux prélevé du sommet de la colonne d’ammoniac est réchauffé par l’échangeur de chaleur principal à la température ambiante et évacué de la boîte froide pour être fourni aux utilisateurs.
Exigences complètes de conception pour la séparation cryogénique de l’air
La séparation cryogénique de l’air est le processus de séparation de l’oxygène, de l’azote et d’autres gaz de l’air à l’aide de la technologie à basse température. En tant que méthode avancée de production de gaz industriels, la séparation cryogénique de l’air est largement utilisée dans des industries telles que la métallurgie, le génie chimique et l’électronique. La conception d’un ensemble complet d’équipements de séparation cryogénique de l’air nécessite non seulement une précision technique, mais doit également respecter les normes industrielles et les besoins des clients afin d’assurer le fonctionnement stable et les avantages économiques de l’équipement. Nous explorerons les exigences de conception pour un ensemble complet d’équipements de séparation cryogénique de l’air, en couvrant les principales considérations de conception, les points d’ingénierie et les aspects pratiques d’application.
- Exigences de conception de base
Lors de la conception d’un ensemble complet d’équipements de séparation cryogénique de l’air, les premières exigences de base à déterminer incluent la capacité de production, les conditions de l’air brut, la pureté et la quantité des produits, etc. En fonction des différents domaines d’application pratique, la capacité de production des ensembles complets d’équipements de séparation cryogénique de l’air varie considérablement, couvrant généralement des échelles de traitement allant de plusieurs centaines à plusieurs milliers de mètres cubes par heure. De plus, les impuretés telles que l’humidité et le dioxyde de carbone dans l’air brut doivent être éliminées lors d’une étape de prétraitement afin de garantir que l’équipement puisse effectuer des opérations cryogéniques dans des conditions stables et sans interférences. Par conséquent, la conception du système de prétraitement doit prendre pleinement en compte le niveau des polluants présents dans l’air local ainsi que l’environnement de fonctionnement de l’équipement.
- Considérations de conception du système
Le processus de conception des équipements de séparation de l’air cryogénique implique plusieurs systèmes clés, notamment le système de compression, le système d’échange thermique, le système de tour de séparation et le système de distillation. La conception du système de compression doit garantir l’apport efficace et fiable d’air à haute pression adapté à la séparation cryogénique. L’échangeur de chaleur est le composant central qui assure la réalisation des processus cryogéniques, nécessitant une efficacité thermique extrêmement élevée. En général, des échangeurs de chaleur à plaques et à ailettes sont utilisés pour assurer un transfert de chaleur efficace et un écoulement uniforme des gaz. Parallèlement, la conception de la tour de séparation et du système de distillation doit répondre aux exigences de pureté du gaz produit, de sorte que le choix du remplissage et des plateaux à l’intérieur de la tour ainsi que l’optimisation des conditions du processus de distillation sont particulièrement importants. Dans la tour de distillation, les différents composants gazeux sont efficacement séparés par des processus répétés d’échange de chaleur et de condensation-évaporation, formant des gaz d’oxygène, d’azote ou d’argon de haute pureté.
- Systèmes d’automatisation et de contrôle
Le contrôle automatisé est une partie indispensable de la conception des systèmes de séparation d’air cryogénique. Les ensembles modernes complets d’équipements de séparation d’air cryogénique intègrent généralement des systèmes de contrôle entièrement automatisés pour réaliser un contrôle précis de paramètres tels que la température, la pression et le débit. Cela réduit non seulement considérablement la difficulté d’exploitation, mais améliore également la sécurité et la stabilité du système. Les systèmes de contrôle des procédés sont généralement composés d’un PLC (Automate Programmable Industriel) et d’un DCS (Système de Contrôle Distribué), qui contrôlent et optimisent l’équipement grâce à l’acquisition en temps réel des paramètres clés pour garantir un fonctionnement stable sous diverses conditions de charge. Pour faire face aux situations imprévues, le système de contrôle doit également disposer d’une fonction de diagnostic des pannes, capable de détecter rapidement les problèmes potentiels et de prendre les mesures appropriées.
- Considérations sur la conservation de l’énergie et la protection de l’environnement
L’économie d’énergie est une considération importante dans la conception des équipements de séparation de l’air cryogénique, et la conception efficace des compresseurs et des échangeurs de chaleur joue un rôle significatif dans la réduction de la consommation d’énergie. En outre, la récupération de la chaleur résiduelle des équipements est également une méthode courante d’économie d’énergie, qui peut utiliser la chaleur résiduelle dans le processus de réfrigération pour fournir un soutien énergétique à d’autres processus, améliorant ainsi l’efficacité globale de l’utilisation de l’énergie. En termes de protection de l’environnement, la conception de la séparation de l’air cryogénique doit prendre pleinement en compte les problèmes potentiels de pollution environnementale lors du processus de production, tels que la pollution sonore et les émissions de gaz d’échappement au cours du processus. Lors de la phase de conception, il est nécessaire d’ajouter un traitement d’isolation phonique et un plan de traitement approprié pour les gaz d’échappement afin de respecter les réglementations et normes environnementales pertinentes.
- Rentabilité et choix de l’équipement
L’évaluation coût-bénéfice d’un ensemble complet d’équipements de séparation de l’air cryogénique affecte directement sa conception et son choix. Dans le respect des besoins de production, la sélection et la taille des équipements doivent minimiser autant que possible l’investissement initial et les coûts d’exploitation. Le choix des matériaux de fabrication des équipements, l’efficacité des échanges thermiques, le type de compresseur et le processus de flux sont autant de facteurs clés qui influencent la rentabilité. Une sélection appropriée des équipements peut non seulement réduire l’investissement initial, mais aussi diminuer efficacement les coûts de maintenance et d’exploitation à long terme, permettant ainsi d’obtenir des retours économiques plus élevés dans le processus de production.
- Installation et dépannage sur site
La conception d’un ensemble complet d’équipements de séparation cryogénique de l’air ne se limite pas à l’étape de la conception, mais doit également prendre en compte les exigences de l’installation et de la mise en service sur site. Pendant la phase d’installation, il est nécessaire de garantir un raccordement précis de chaque composant afin d’éviter les problèmes de fuite au niveau des connexions des tuyauteries. Lors du processus de mise au point, une inspection complète de l’état de fonctionnement de chaque système est requise afin de s’assurer que l’équipement atteint des conditions de fonctionnement optimales. En raison de la complexité des équipements de séparation cryogénique de l’air, la mise au point est généralement réalisée par une équipe d’ingénieurs professionnels, comprenant de multiples tests et ajustements de paramètres tels que la pureté du gaz, la pression et le débit, afin d’atteindre finalement les exigences de conception et les standards du client.