La ligne de production de papier ondulé est un équipement important spécialement utilisé pour la production de carton ondulé, qui a un large éventail d’applications dans de nombreuses industries.
Tout d’abord, le carton ondulé est largement utilisé dans l’industrie de la construction, et peut être utilisé pour fabriquer des portes, des cloisons, des plafonds, des jupes murales, des planchers, des bardages, des chambres mobiles, des cloisons de bureaux ouvertes, etc. Ses caractéristiques de légèreté, de haute résistance et de bonne ténacité en font un matériau très adapté à la fabrication de matériaux de construction.
Deuxièmement, dans l’industrie du meuble, le carton ondulé est également une matière première importante, qui peut être utilisée pour fabriquer une variété de meubles à panneaux et de meubles civils généraux, tels que le bureau, le pupitre, l’armoire murale, l’armoire combinée, la planche de lit, etc. Sa résistance et sa durabilité rendent les meubles plus stables et plus durables.
En outre, le carton ondulé trouve également une bonne application dans l’industrie des transports. Il est l’un des matériaux de remplacement idéaux des produits du bois et des panneaux à base de bois dans les autobus et les navires de passagers, ce qui contribue à réduire le poids des véhicules et des navires et à améliorer l’efficacité du transport.
Dans le domaine de l’emballage, le rôle du carton ondulé est indispensable. Il peut être utilisé pour l’emballage de machines-outils de précision, d’instruments, d’outils, d’appareils ménagers, de produits électroniques et informatiques, de pièces automobiles et de verre, de produits alimentaires et d’autres produits. Le carton ondulé présente les caractéristiques suivantes : faible coût, légèreté, facilité de traitement, résistance élevée, excellente adaptabilité à l’impression, facilité de stockage et de manipulation, ce qui en fait un choix idéal pour l’industrie de l’emballage. En outre, plus de 80 % du papier ondulé peut être recyclé, ce qui est relativement respectueux de l’environnement et répond aux exigences de l’industrie moderne de l’emballage en matière de protection de l’environnement et de développement durable.
En général, les machines à papier ondulé fournissent des matières premières importantes à de nombreuses industries telles que la construction, l’ameublement, le transport et l’emballage en produisant du carton ondulé de haute qualité, et favorisent le développement et le progrès de ces industries.

Machine à fabriquer du papier ondulé
Product:Low GSM High Strength Fluting (cannelure à haute résistance)
Largeur découpée:3200-6600 mm
Vitesse de conception:300-1000m/min
Poids en grammes:70-140g/m².
Capacité de production : 50 000-200 000 Tyr
Produit:A Grade High Strength Corrugated Paper (papier ondulé à haute résistance)
Largeur coupée:3200-6600 mm
Vitesse de conception:300-1000m/min
Poids au gramme:100-160g/m².
Capacité de production : 50 000-300 000 T/an
Les boîtes en carton ondulé sont les conteneurs d’expédition les plus utilisés dans le commerce. Elles sont fabriquées en pliant et en collant du carton ondulé. Le carton ondulé est composé d’un papier de surface et d’un papier de cœur ondulé formé par le traitement de bâtons ondulés. Généralement, le carton ondulé dispose d’une ligne de production de papier ondulé dédiée pour produire et découper le carton selon les spécifications requises. Aujourd’hui, nous allons parler de la ligne de production de carton ondulé.
Ligne de production de papier ondulé
La ligne de production de carton ondulé joue un rôle important dans la production d’une boîte en carton ondulé. La ligne de production de carton ondulé est l’équipement de production le plus important dans les entreprises d’emballage en carton. Elle comprend plusieurs éléments importants tels que l’équipement de la section humide, l’équipement du cadre et le système de gestion de la production.
Produit fini : Papier cannelé, papier testliner, papier kraft, gobelet en papier coloré, machine à carton, carton, paille en papier.
Paramètres techniques de la ligne de production de carton ondulé
| Model | YG-1100PC-A |
| Suitable paper | 200-800 g / m2 cardboard, E-F-N corrugated board |
| Box type | Straight line, crash-lock bottom, double sides, four/six corner box |
| Feeding way | Continuous automatic feeding. |
| Glue type | Solute style |
| Max. speed | 400m/min |
| Power | 31KW, AC220V/380V |
| Weight | 11T |
| Dimension | 19000mm*2050mm*1600mm(L*W*H) |
| Inching speed | 40m/min |
| Compressed air | 6 bar |
| Air compressor capacity | 10m/3 |
| Air tank capacity | 60L |
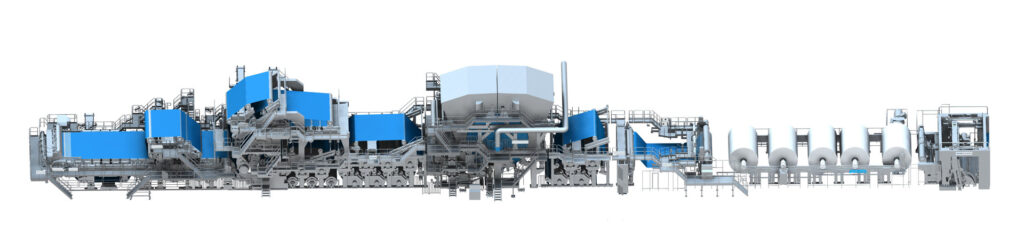
Diagramme de processus de la ligne de production automatique de carton ondulé
Matières premières (déchets de papier) – convoyeur à chaîne – pulpeur – nettoyeur haute densité – crible à pression – séparateur de fibres – séparateur de rejets – nettoyeur basse densité – crible à pression à l’entrée – machine à papier – le grand papier jumbo fini
Les principaux composants de la ligne de production de papier ondulé
La machine à papier ondulé multi-cylindrique à filet long se compose d’un système de boîte à boue, d’une section à filet long, d’une section de pressage, d’une section de séchage, d’un capot ouvert, d’une section de transmission, d’une section de fondation, d’un système de contrôle pneumatique, d’un système de lubrification à l’huile fine, d’un système de contrôle électrique et d’une machine d’enroulement pneumatique horizontale du papier.
Boîte à boues
La caisse de tête à coussin d’air est composée principalement d’un collecteur à cône carré, d’un diffuseur à gradins, d’un rouleau d’homogénéisation, d’une caisse, d’un tube de pulvérisation, d’un dispositif de réglage du coussin d’air, de plaques à lèvres supérieures et inférieures et d’un dispositif de réglage. La plaque à lèvres supérieure peut être réglée horizontalement et verticalement, et il y a une petite plaque à lèvres verticale au niveau de la buse.
Département de Changwang
La caisse de filet adopte des composants de déshydratation entièrement statiques, principalement composés de rouleaux de poitrine, de plaques de formage, de plaques de déshydratation en trois et cinq pièces, de boîtes d’aspiration humide à faible vide, de réservoirs d’aspiration à vide élevé, de rouleaux de tension sous vide, de rouleaux d’entraînement, d’un support de filet à poutre en porte-à-faux, d’un correcteur pneumatique, d’un tendeur pneumatique à tension constante, d’un tendeur électrique, d’un dispositif mobile de pulvérisation d’eau à haute pression en forme d’aiguille, d’un dispositif de tuyau de pulvérisation d’eau à basse pression, d’un plateau d’eau blanche et d’un bassin de perte de papier des rouleaux de tension.
Service de presse
Le cadre de la presse est une structure de type portique avec des plaques d’acier soudées, et toutes les poutres de connexion de la presse sont enveloppées d’acier inoxydable. Lors du remplacement de la toile de laine, il suffit d’utiliser un vérin hydraulique pour soulever légèrement le cadre d’exploitation et de retirer le bloc d’amortissement pour mettre le cadre en porte-à-faux, ce qui facilite grandement le remplacement de la toile de laine ; Équipé de garde-corps et de passerelles.
Cadres de séchage
Le cylindre de séchage adopte des roulements, et chaque cylindre de séchage est équipé d’une tête d’entrée de vapeur rotative, d’un tube de siphon et d’un racloir de nettoyage ; la transmission du séchoir adopte une transmission à boîte de vitesses fermée et une lubrification centralisée avec de l’huile fine. L’ajustement du tissu de laine adopte un tendeur électrique, un correcteur pneumatique et une maille sèche en polyester avec une tension de maille sèche de 4KN/M.
Département des machines de transmission
Adoptant une transmission secondaire à moteur à fréquence variable AC et une régulation de la vitesse à fréquence variable, il y a un total de 15 points de transmission principaux, principalement composés d’un moteur électrique, d’une boîte de vitesses à denture dure ZLY, d’un joint universel, d’un accouplement à axe de colonne, d’un arbre de transmission, d’une plaque d’assise, etc.
Système de lubrification à l’huile fine
La station d’huile fine est située au milieu de la section de séchage (à prendre en compte dans la conception du processus). L’huile est acheminée vers le côté opérationnel et le cadre de transmission du séchoir par le biais de la canalisation de transport, et l’huile est ajustée manuellement et envoyée à chaque point de lubrification par l’intermédiaire du distributeur d’huile. Le point le plus bas de chaque point de lubrification (roulements du séchoir, engrenages de transmission du séchoir, roulements des rouleaux de la presse et roulements des rouleaux) est équipé d’une conduite de retour d’huile pour permettre à l’huile lubrifiante de retourner d’elle-même à la station de lubrification.
Système de contrôle de l’air comprimé
Il comprend : le contrôle du correcteur, le contrôle pneumatique de la section de pressage, le rouleau de pression sous vide, le levage et le pressage de chaque rouleau de pression dans la section de pressage, trois pneumatiques courbes et d’autres dispositifs, ainsi que les parties de la tuyauterie de chaque point de consommation de gaz. Le boîtier de commande du correcteur est placé sur une colonne ou un support proche, et le boîtier de commande pneumatique de la section de pressage est placé sur le couloir latéral de la section de pressage. L’air utilisé pour alimenter les pneus doit non seulement répondre à des exigences de pression stables, mais aussi être une source d’air propre et exempte d’huile. Il est recommandé d’utiliser des compresseurs d’air lubrifiés sans huile.
Section ouverte du capot
La hotte est de type ouvert, divisée en deux parties : la partie avant et la partie arrière, la partie supérieure de la hotte étant fixe. La hotte est composée de panneaux muraux, de panneaux supérieurs, de conduits de ventilation, de portes coulissantes mobiles, de conduits d’évacuation et de cadres de support. Le panneau mural est en tôle d’aluminium ondulée, le panneau supérieur est en tôle d’aluminium isolée à double couche (avec un remplissage de laine de roche dans la couche intermédiaire), et le conduit de ventilation rectangulaire est situé sous le panneau supérieur. Des plaques mobiles sont placées de part et d’autre du conduit de ventilation pour ajuster le volume d’extraction de la vapeur d’eau évaporée dans chaque section du cylindre de séchage. Le conduit de ventilation est relié au conduit d’évacuation et débouche à l’extérieur du panneau de la paroi latérale de transmission. L’utilisateur fournit son propre conduit d’air et son propre ventilateur d’extraction. Les extrémités avant et arrière du fond de la hotte sont équipées de réservoirs d’eau.
système de contrôle électrique
Un moteur asynchrone triphasé à courant alternatif à fréquence variable avec dispositif de protection contre la température est sélectionné. Adoptant un convertisseur de fréquence CA avec des fonctions de distribution de la vitesse et de la charge, il présente une grande fiabilité, des fonctions complètes et une grande précision.

Aperçu du projet : Exemples de cas pratiques dans les usines de transformation du papier ondulé
Ce projet prévoit d’utiliser des déchets de papier pour produire du papier d’emballage tel que du papier ondulé, du papier kraft et du papier pour carton d’un poids de 70 à 300 g/m. L’équipement principal se compose d’une ligne de production de pâte à papier, d’une unité de séchage de la presse à papier et d’un service d’achèvement du traitement du papier.
1、 Principaux paramètres techniques :
Variétés de production : papier ondulé, papier carton, papier kraft, papier d’emballage, papier pour tube de fil, papier suspendu, papier pour gobelet, etc.
Gamme quantitative : 70-300g/m2
Largeur du papier : 1575-3800 mm
Production journalière : 10-100 t/j
Vitesse de travail : 80-400m/min
Vitesse de conception : 450m/min
Méthode de pression : Pression pneumatique
Écartement des voies : 2400-4900mm
Mode de transmission : Régulation de vitesse à fréquence variable AC, transmission segmentée
2、 Formulaire de configuration de la machine à papier :
Configuration du département de moulage : composé de mailles rondes multiples, de mailles rondes de machine de formage sous pression, de superformage, de mailles longues simples, de mailles longues doubles et de mailles empilées.
Configuration de la section de pressage : pressage ouvert, pressage sous vide, pressage à grands rouleaux, pressage composite à trois rouleaux et deux zones de pression (communément appelé pressage K), pressage composite à structure 606, etc.
Configuration du cadre de séchage : composé de plusieurs cylindres. La forme de transmission peut être divisée en configurations de transmission à engrenage ouvert et à engrenage fermé.
Il peut être configuré avec différents modèles de distributeurs de colle, de machines de pressage à chaud et de machines de pressage à sec.
Configuration du département complet : divers modèles de bobineuses de papier cylindriques, de bobineuses de papier horizontales, etc.
Configuration du traitement du papier : Différents modèles de bobineuses ordinaires.
La configuration des machines à papier ci-dessus est choisie par le client lui-même.